Les logiciels de slicing comportent des centaines de paramètres et il y a de quoi se perdre, pour vous aider à configurer vos impressions 3D au mieux , voici une liste des paramètres sur lesquels vous focaliser pour améliorer vos impressions 3D avec votre imprimante 3D. Suivez le guide !
La température

Paramètre élémentaire en impression 3d vous devrez choisir pour vos impressions la température de l’extrudeur, qui déposera les fines couches de matière plastique. Pour ce paramètre, fiez-vous aux inscriptions sur votre bobine de filament, c’est lui qui va déterminer la température idéale. Pour du PLA, la température indiquée est généralement comprise entre 180 °C et 210 °C
Plus étonnant la température ambiante peut avoir un effet considérable sur le résultat de vos impressions. Surtout en hiver, couvrez votre imprimant 3D, si vous fouillez un peu vous verrez beaucoup de personnes qui encapsulent leur imprimante dans une boite /un abri pour conserver la chaleur dégagée par leur plateau chauffant afin d’éviter le warping décollement de la pièce à ses extrémités. Cette solution est efficace pour ceux qui ont des problèmes avec le PLA et s’avère incontournable pour imprimer de l’ABS et certains autres filaments moins courants.
Astuce : Vous voulez modifier tous les réglages spécifiques à un filament d’un coup? Créez des profils sur votre logiciel de slicing (Cura pour ma part). Ceux-ci incluent parfois des profils préinstallés pour des matériaux répandus et même pour certaines marques de filaments. Je vous recommande de les utiliser, mais de ne pas hésiter à les modifier pour garder la main sur la qualité de vos impressions.
La hauteur de couche
Au même titre que le diamètre de votre buse, la hauteur de couche influence grandement temps d’impression, modifie l’apparence des parois et les permet de réduire les imperfections, c’est donc un paramètre crucial de vos impressions 3D même si vous n’aurez à le modifier qu’occasionnellement.
Ce paramètre est beaucoup plus facile à régler et ne devrait causer aucun raté pour vos impressions. De ce fait, j’ai vu beaucoup de personnes le laisser de côté puisque « si ça fonctionne, n’y touche plus » dit-on dans le milieu de l’informatique. Cependant, c’est le paramètre qui vous permettra de doubler votre vitesse d’impression sans vous causer de soucis·s,
Bien choisir votre épaisseur de couche
- Pour une adhérence optimale, montez l’épaisseur de la première couche d’impressions juste au-dessous de celle de votre extrudeur. Par exemple pour l’extrudeur de 0.4 mm de mon Anet A8 j’utilise une première couche de 0.32 mm
- Pour les couches supérieures, vous aurez à faire un compromis entre-temps d’impression
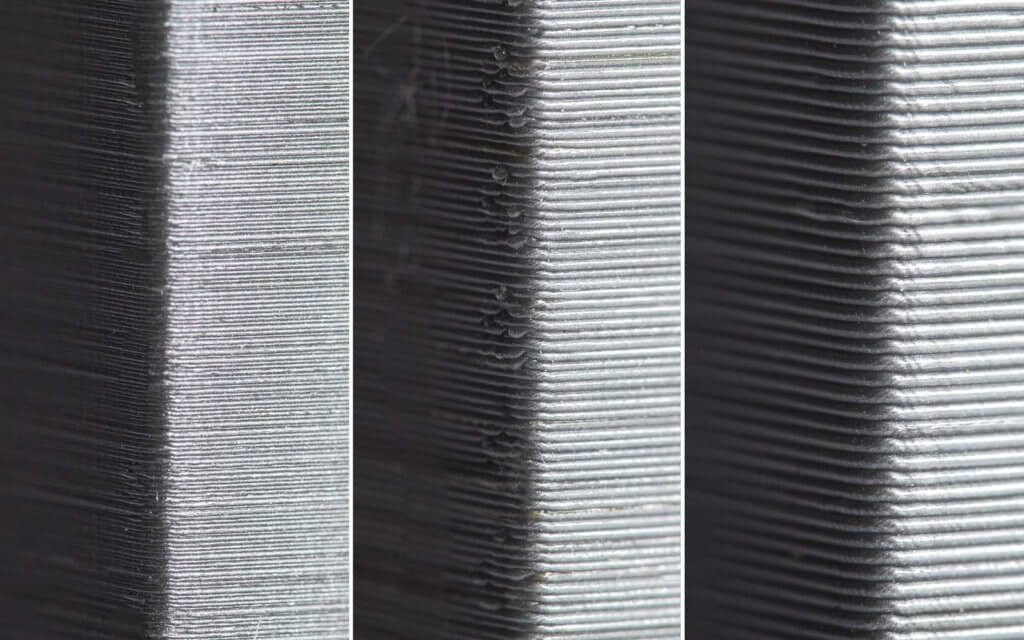
Sachant que les impressions par couches de 0.4 mm d’épaisseur sont 2 fois plus rapides que les impressions par couches de 0.2 mm et quatre fois plus rapides que les impressions par couches de 0.1 mm. Imprimer par couches plus épaisses est très pratique pour les impressions peu détaillées, ou si les aspérités des parois ne sont pas un problème. Attention cependant il n’est pas possible d’imprimer par couches de 0.4 mm avec les buses de 0.4 mm de diamètre dont les imprimantes 3d sont généralement équipées.
Par exemple j’ai récemment réparé mon sommier avec une pièce que j’ai modélisée et imprimé en PLA. Celle-ci étant assez volumineuse et cachée sous mon matelas, en choisissant de l’imprimer en couches de 0.4 mm au lieu de mon 0.2 mm habituel, j’ai donc réduit le temps d’impression de 10 h 20 à 5 h 20. Vous aussi pensez-y désormais 🙂 !
Autre avantage (de taille 😉 ), plus votre couche est épaisse, moins vous aurez de détails certes, mais moins vous aurez d’imperfections de tous types, regardez l’image précédente, la différence est frappante. Ainsi si vous avez quelques difficultés lors de vos premières impressions avec du matériel nouveau, recommencez avec des hauteurs de couches un peu plus épaisses (0.3 mm est un bon point de départ pour un extrudeur de 0.4 mm de diamètre) ce qui aura pour effet de gommer de nombreuses imperfections.
La vitesse d’impression
La vitesse d’impression influence principalement la quantité d’imperfections de votre impression, et influence modérément le temps d’impression.
Attention en manipulant ce paramètre. Vous voulez gagner du temps en augmentant la vitesse de l’extrudeur ? En général le jeu n’en vaut pas la chandelle. Les vitesses « par défaut » des imprimantes tournent autour de 50 mm/s en impression. En pratique la vitesse varie tout au long de l’impression (plus lente aux premières couches, plus élevées lors du remplissage, …) Elles sont toutes calculées par votre logiciel de slicing. Certains d’entre eux, à l’instar de Cura permettent un paramétrage précis de ces vitesses.
Certaines imprimantes 3D peuvent dépasser les 100 mm/s , seulement, ce choix se fait au prix de défauts majeurs, détails brouillons, angles moins nets, l’inertie du bloc d’extrusion engendre des imprécisions dans la trajectoire finale de l’extrudeur. Aussi, à plus de 80 mm/s il est courant de voir apparaître une sous-extrusion, la buse n’arrive plus à extruder assez de plastique et certaines parties de l’impression ne sont pas effectuées ce qui crée un vide curieux.

Maitre Yoda, défiguré par un problème de sous-extrusion.
La première couche de votre impression doit toujours être réalisée plus lentement (sous les 25 mm/s) pour maximiser l’adhésion entre la pièce et le plateau. Personnellement je choisis de toujours commencer par une couche à seulement 15 mm/s, même si cela est un peu lent, la surface du dessous est visuellement plus lisse et j’ai moins de problème de décollement (warping).
Bien choisir sa vitesse
La vitesse n’est pas un paramètre que vous changerez très souvent, trouvez une vitesse de croisière qui limite au maximum les imperfections, il y a beaucoup d’autres moyens que la vitesse de déplacement du bloc d’extrusion pour gagner du temps. Partez de la recommandation de votre constructeur (généralement aux alentours de 50 mm/s) et évoluez par tâtonnement si vous voulez gagner un peu en vitesse. Personnellement je suis généralement aux alentours de 60 mm/s et de 15 mm/s pour la première couche.
Le remplissage
Concerne la matière inclue entre les parois de l’impression. Au passage, assurez-vous que votre épaisseur de paroi mesure au minimum deux fois le diamètre de votre extrudeur, c’est-à-dire que vous passez au moins deux épaisseurs de fil pour les parois. L’idéal est de 3 épaisseurs pour la plupart des impressions non vides.
La densité de remplissage
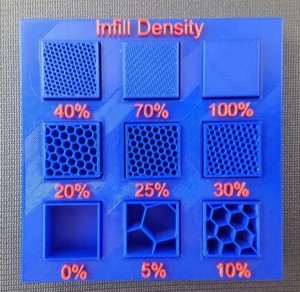
La vitesse densité du remplissage influence principalement le temps d’impression, la solidité de vos pièces et la quantité de filament utilisé pour l’impression.
Pourquoi changer cette valeur ? Si vous voulez imprimer une pièce solide et rigide, vous pouvez augmenter la densité d’impression (attention 50% est déjà beaucoup, vous n’êtes pas obligés 100). Cependant cette configuration augmentera beaucoup de temps d’impression de vos pièces et votre consommation de filament. Du coup, je vous recommande donc de l’utiliser seulement pour des pièces soumises à de fortes contraintes mécaniques.
Si vous cherchez à économiser du temps et de l’énergie, paramétrer le remplissage d’une pièce entre 10 et 20% est un bon compromis. C’est la fourchette idéale pour avoir une solidité satisfaisante et un temps d’impression maitrisé. En effet, au-delà de 20% le remplissage pousse les parois de la pièce vers l’extérieur ce qui déformera vos parois. En dessous de 10% vous risquez de mettre votre imprimante en difficulté lorsqu’elle imprimera les couches supérieures de votre impression, car elle devra faire de grands ponts de filament d’un bout à l’autre du contour de la pièce.
Le motif du remplissage
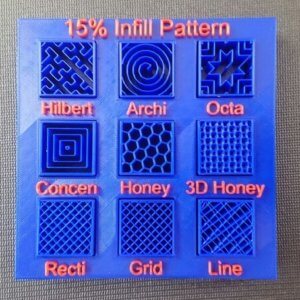
Tous les goûts sont dans la nature, mais retenez que le meilleur compromis d’un point de vue mécanique est le motif hexagonal en nid d’abeille, éventuellement en nid d’abeille 3D. Je vous recommande donc de choisir ce motif, surtout si vous utilisez une imprimante 3D Delta. Demandez-moi pourquoi via Messenger, il y a une bonne raison à cela 😉 .
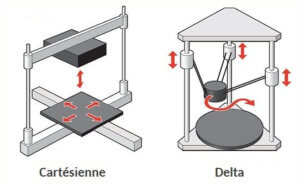
Si vous utilisez une imprimante 3D Cartésienne, alors un remplissage carré (« Recti » sur l’image des motifs de remplissage) est un très bon choix, car c’est en diagonale que les imprimantes 3D cartésiennes ont le meilleur rapport vitesse/ précision. Car les moteurs des axes X et Y tournent tous les deux à √2 /2 de leur vitesse nominale. Idem, demandez-moi par Messenger si vous êtes curieux de comprendre.
Vos pièces se décollent de votre plateau ? mes 3,5 meilleures astuces d’adhésion plateau ici
Découvrez quel plateau et quelle laque acheter pour en finir avec ce problème.
A chaque impression ses paramètres
N’oubliez pas de regarder les températures recommandées des filaments que vous achetez sans vous y remettre avec une confiance aveugle.
Si vous cherchez imprimer avec des filaments spéciaux voici des conseils plus particuliers dans des articles de mon blog :
Imprimer avec du filament souple
Comment imprimer du filament flexible et lequel choisir.

Impressions spiralisées
Réglages CURA : Impressions spiralisées. Comment imprimer vos vases & abat-jours vite fait bien fait
J’ai oublié quelque chose ? Laissez-moi un commentaire.
Et surtout, amusez-vous bien avec votre imprimante 3D !
Clique ici pour rejoindre la team des bricoleurs 3D sur Facebook
Un avis peut être sur le débit d’extrusion des couches initiale. Notamment avec des filaments demandant une plus forte température et donc un risque de sous extrusion je solutionne ceci en augmentant un peu ce paramètre à 103 ou 105% au maximum pour du PETG par exemple.
Salut Pierre ! Jusqu’à quelle couche environ laisses-tu le débit d’extrusion à 103-105% ?
Merci beaucoup pour ton conseil !
Alors, pour commencer votre cite de me convient pas
car il y a beaucoup de lettres dans vos mots,
cella me trouble et me décourage a lire cet
article.
signer cordialement: monsieur le présidant tastet
Nani???
Mdrrr j’ai eu la même réaction
Ahah première fois que je vois ça 😀
Bonjour le remplissage Honey à l’air intéressant mais je ne le trouve pas dans Cura 😦
Hello! Quelle version de Cura utilisez vous ?
J’utilise actuellement la dernière version (la 4.1.0)
J’utilise actuellement la dernière version (la 4.1.0)
Bonjour,
Je bidouille actuellement sur une zonestar Z9M3. C’est une approche.
Heureusement qu’il y a des gens qui communiquent. Merci.
Avec plaisir ! Bonne bidouille ! N’hésitez pas à consulter mon article sur l’adhésion plateau par exemple si c’est un point qui vous pose problème!
https://apprendre-l-impression-3d.fr/mes-35-meilleures-astuces-dadhesion-plateau-pour-votre-imprimante-3d/
Une fois que vous êtes rodés avec votre Z9M3 vous pouvez aussi vous pencher sur mes recettes 3D 😋 :
https://apprendre-l-impression-3d.fr/category/recettes-3d/
Merci pour les articles.
Pouvez vous m’expliquer pourquoi les motifs nids d’abeilles sont mieux adaptés aux imprimantes delta?
Merci
Bien sûr !
En réalité, le motif de remplissage en nid d’abeille est idéal en terme de resistance des materiaux, d’ou le fait de le choisir avec une imprimante delta.
Les imprimantes classiques arrivent, elles, à etre plus précises et rapides en dessinant des traits bien diagonaux, qui mobilisent équitablement les moteurs des axes X et Y.
J’espère que ca vous éclaire 🙂
Bonne journée !