Découvrez comment imprimer un cale-porte en 3D grâce aux quelques conseils que j’ai pour vous à ce sujet.
Les ingrédients



Durant l’impression de mon premier essai, j’ai essayé simplement d’imprimer la pièce avec la configuration adéquate de Cura, sans succès. Mon fil s’est enroulé sur lui-même. Suite à une recherche internet, j’ai imprimé ces pièces et je les ai installées sur mon extrudeur :
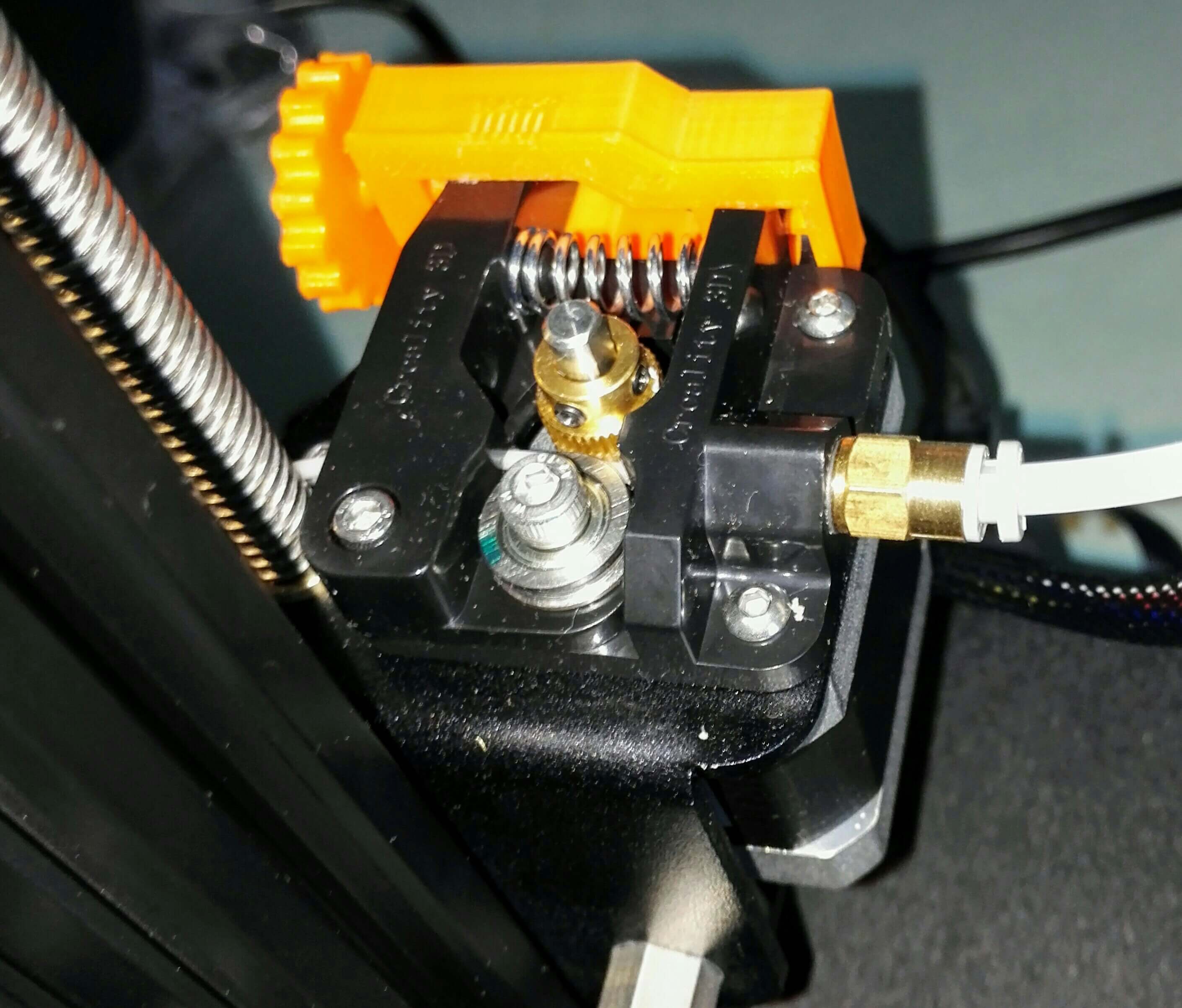
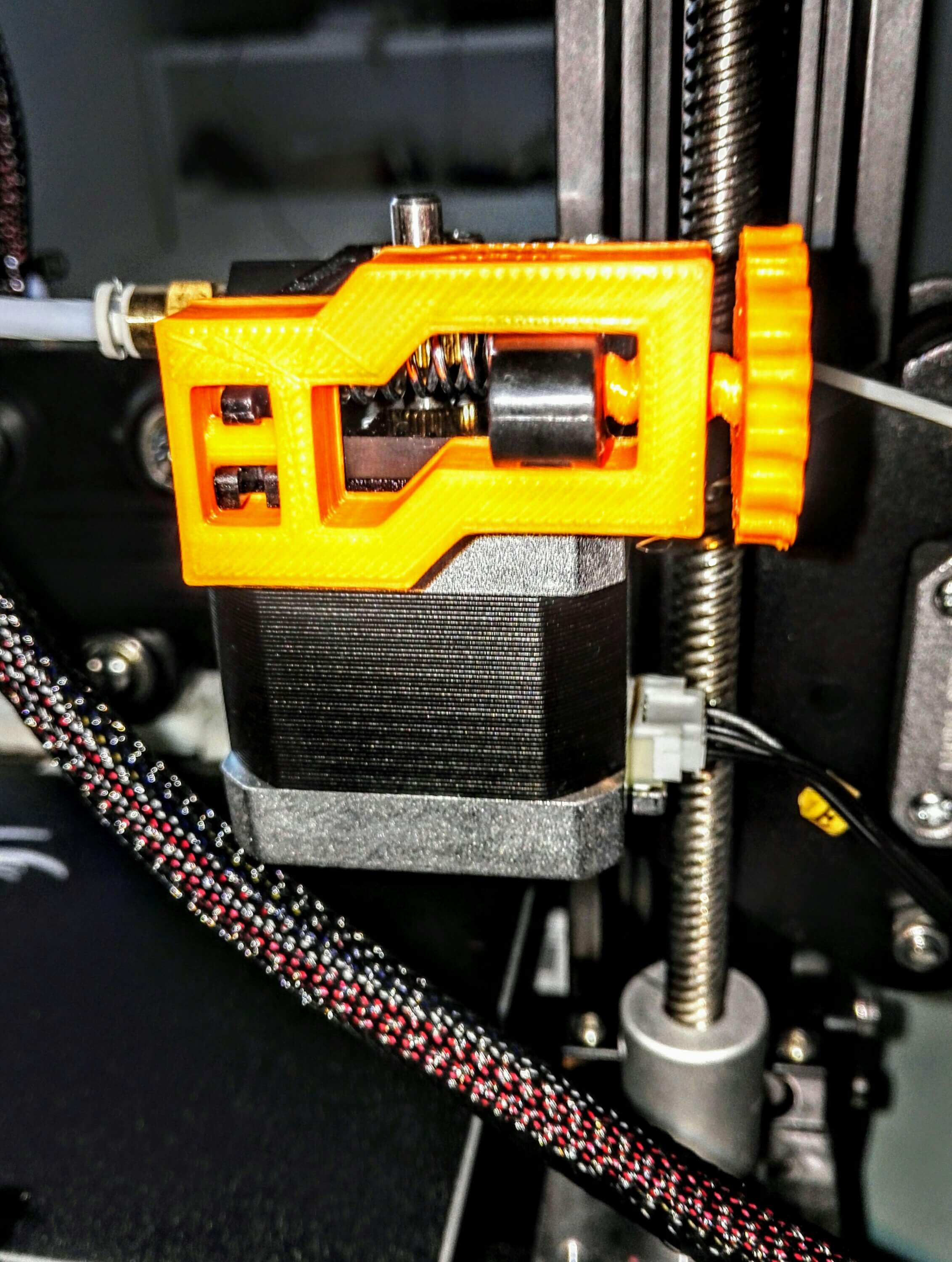
En tâtonnant un peu pour soulager la pression de la roue crantée sur le filament flexible vous arriverez aux mêmes résultats que moi pour sûr !
Les impressions 3D avec du filament flexible sont lentes, j’ai choisi les paramètres suivants :
- La rétraction :
- quitte ou double comme on dit
- Certains préfèrent ne pas en mettre (c’est mon cas) pour les pièces n’occasionnant pas de fil (comprenez d’un seul tenant)
- D’autres préfèrent largement activer la rétraction. Cependant, augmentez la distance à 8 mm afin de compenser le caractère extensible de certains filaments si, comme moi vous avez une imprimante 3D avec extrudeur bowden
- quitte ou double comme on dit
- Flow (débit) : de 100 à 125 %
- J’ai personnellement atteint les 125 % pour mon impression de TPU sur mon Ender 3.
- Vitesse : 20 à 25 mm/s lorsqu’on débute, car le filament flexible est bien plus délicat à imprimer.
- Température du plateau : 60 °C
- Température de la buse : /!\ très variable selon le filament : 205 °C
Pour les matériaux très souples, ne lésinez pas sur la quantité de plastiques, configurez des parois épaisses (2 mm ou +) et du remplissage au-delà de 25 % si vous voulez des pièces assez fermes. J’ai personnellement fait l’erreur de laisser les parois à 0,8 mm d’épaisseur rendant ma pièce trop souple pour servir de cale-porte correctement 🙁 .
Finalement, bien que les imprimantes 3D avec extrudeur bowden comme l’Ender 3 ne soient généralement pas (ou mal) compatibles, le duo Creality Ender 3 + TPU est un succès, notamment, car le tube entre l’extrudeur et la buse de l’Ender 3 est assez court et, car le filament TPU raisonnablement peu compressible.
Alors, ca imprime ? Ajoutez-moi à votre fil Twitter pour d’autres tuyaux sur l’impression 3D : twitter.com/Pla7Joris ☕
Surtout, surtout, amusez-vous bien avec votre imprimante 3D
bonjour,
merci pour cet article qui m’aidera surement dans mes premiers pas en TPU, neamoins, impossible de telecharger le fichier pour que je puisse demarrer sur de bonnes bases …….
Bonjour Eric, qu’est ce qui ne va pas avec le lien pour toi ?
Merci pour ton message ça fait plaisir 😀
Impossible de lire les articles du blog et de commenter sans être interrompu par un pop up pour aller sur facebook. c’est intolérable … je ne comprends pas cette démarche : vous avez un blog laissez le agir comme un blog sans forcer les personnes à venir sur cette plate forme
Je suis vraiment navré de ce désagrément.
Afin de ne recevoir qu’une seule fois le cookie par an , vous pouvez désactiver votre bloqueur de cookies sur votre navigateur.
Joris
Petit montage efficace.
Utilisé filament TPU 3Dhéro : 220°c bed à 40°c vitesse 25mm/s épaisseur paroi `1,8mm retrait 8mm à 70mm/s
refroidissement à 100% remplissage à 30%
Imprimante Créality Ender 3.
Nice ! Merci pour le partage de tes réglages, les commentaires comme ça sont super interessants sur les articles comme ça !
Bonne journée 🙂
hello tu peu partager ton profile?
je galere avec les reglages stp
salut merci pour tes conseils !! j’ai les même problèmes de fil enroulé avec mon ender 3 !!! peux tu donner un lien pour les fichiers stl du régleur de ressort car je trouve pas !!!
Les fichiers sont dans le lien dans l’article au dessus de leur photo.
Voici le lien en question : https://drive.google.com/drive/folders/1_50ghwnnOoE5nkP1HwGk9pYEqIup0Y8a?usp=sharing
Ça fait super plaisir les messages comme ça , merci beaucoup !
bonjour .Il faut etre en direct Drive sinon pratiquement impossible TPU
Après avoir su que je peux imprimer sur mon Ender 3 avec Polyflex, j’étais curieux d’acheter un rouleau et de faire une expérience. Je n’ai pas vu comment décharger la pièce que vous avez faite pour la pression dans le filament. Merci beaucoup pour les conseils. J’habite à Rio de Janeiro, Brésil
Dans la réponse que vous avez donnée ci-dessus, vous avez le lien, je l’ai déjà téléchargé. Je vous remercie
Olá Ricardo Paula! Merci pour votre commentaire, c’est un plaisir de voir que cet article peut vous aider. La pièce est très facile à imprimer , le lien de téléchargement est dans l’article.
Bonne journée (depuis la France 😊)
Merci d’avoir partagé.
Inspiré par votre article et les commentaires j’ai pu aussi imprimer du Filaflex de Recreus dans les conditions suivantes :
Hauteur de couche 0.2mm
Epaisseur de paroi 1.2
Buse à 220°
Plateau en verre à 50°
Dist de rétract. 3.6 mm et vitesse de rétract. 40 mm/s
Vitesse impression 25 mm/s
Ventilateur à 50%
Je précise que j’ai changé l’extrudeur d’origine pour la pièce proposée sur https://www.thingiverse.com/thing:3617067
(à utiliser directement en serrant l’écrou sur le tube, sans pièce en laiton vissée).
Merci d’avoir pris le temps de partager vos paramètres avec tout le monde !
Bonjour j’ai fabriqué la pièce et je dois l’installer mais je ne vois pas comment le PTU se dirige vers le buse si ce n’est plus la roue dentée (Débutant )Comment faut il l’installer .
Plein de possibilités,
Est ce que l’imprimante 3D est compatible ? Est ce que la pièce est montée dans le bon sens ? Cette pièce n’est pas en remplacement de la roue dentée qui pousse le filament , mais vient à côté , pour guider le fil mieux que la pièce d’origine
Merci !
l’impression de pla souple, j’aurais pas dû m’y lancer. Le filament passe sa vie à s’enrouler.
je tente avec les idées données ci dessus.
Si ça marche pas je tente le petit hack avec l’écrou.
Techniquement augmenter le flow ça n’augmente pas l’extrusion ? Je connais pas encore ce paramètre.
Et dernière question: ne vaut il pas mieux imprimer avec une buse large ? Je suis en 0.4. Ca faciliterait le débit et limiterait le passage en mode tire-bouchon ? Non ?
Pour éviter les enroulage de filament souple j’ai simplement mis un élastique pour soulager le ressort de l’extrudeur !! Comme ca il permet de ripper et non plus d’enrouler le filament et ca marche !!(ca serait surement plus « propre » de regler le debit de l’extrudeur )
Bonjour .C’est une Créality Ender 5 . je vais chercher comment le mettre mais bloquer un élastique pour soulager la tension cela le ferait il ?.
Bonjour Ma Créality Ender 5 et elle compatible pour le Flexible comme le Ninjaflex svp ?
bonjour j’ai une ender 3d pro il semble que le guide filament ne s’adapte pas sur mon extruder ?
Une idée
Bonjour Camille. De mémoire, l’extrudeur de l’ender 3 Pro a été changé au profit d’un modèle en aluminium plus solide (mais de forme différente). Du coup, il faut faire différemment. L’idée étant la même : Diminuer la pression exercée par l’extrudeur sur le filament. Pour ce faire vous pouvez soit modéliser votre propre pièce à imprimer en PLA, soit vous bricoler quelque-chose avec une pince ou un serre-joint. À votre place j’essaierai de me procurer un petit serre-joint réglable et de l’anti dérapant, ces choses sont étonnamment pratiques parfois !
Bonne chance 😉
Bonjour, après de nombreuses galères j’arrive à imprimer du TPU avec mon ender3pro, j’ai remplacé l’extruder d’origine en plastique noir par celui en métal rouge mais c’était surtout pour l’esthétique 😉 pas noté de différence dans l’impression
chez moi aussi ça se bloquait en tirebouchonnant l’essentiel c’est la vitesse
avec cura: 0 rétractation, filament de marque TIANSE, 228°/60°, buse standard 0.4, épaisseur 0.2, vitesse 100 mm/s sauf les murs extérieurs/intérieurs à 50 mm/s, première couche 20 mm/s
Salut je me demandais quelle taille doit faire la buse pour du filaments flexible de 3mm merci pour tes conseils sa m’a appris pas mal de truc
merci aussi d’avance pour ta réponse
Salut, il n’y a pas de lien entre le diamètre du filament et celui de la buse, en général une buse a un diamètre inclus entre .1 et .6mm
Salut impossible de télécharger les fichiers des pièces !
serait il possible de les envoyer par Email !
Merci
Ludovic
Bonjour, le lien vers les pièces semble fonctionner, je vous le redonne ici : https://drive.google.com/drive/mobile/folders/1_50ghwnnOoE5nkP1HwGk9pYEqIup0Y8a?usp=sharing
Bonne journée 🙂
Salut Joris,
Je veux juste partager avec vous ma première impression en TPU faite aujourd’hui avec ma Ender3 ^^!
D’abord merci pour l’article et les conseils car impression nickel, zéro problème pourtant j’étais vraiment sceptique…
J’ai d’abord imprimé le régulateur de pression à installer sur l’extrudeur, j’ai ensuite lancé une petite impression juste pour le régler: Je suis entre le niveau 3 et 4, ça suffit juste pour entrainer le fil sans qu’il s’enroule sur lui même.
Ensuite, voici mes paramètres Cura que j’ai mis en faisant un mixte de plusieurs retours d’expérience des internautes:
– Couche: 0.2mm
– Nozzle: 220°C
– Bed: 80°C
– Vitesse d’impression: 25 mm/s (couche initiale: 20mm/s)
– Ventilateur: 50%
– pas de rétraction
Le résultat est top, trop content pour une première. Espérons la même chose pour les prochaines ^^
Florentin
Bonjour et merci pour le tuto, sachant que je débute tout juste dans l’impression 3D depuis 15 jours.
Pour ma part j’ai mis les réglages suivants :
– Bed 60°C
– Nozzle 205°C
– Vitesse 25 mm/s
– Epaisseur 0,2
Impression sur mon Ender 3X toute d’origine mis à part ces 2 pièces hyper efficaces, filament TPU Eryone.
Encore merci !!!!
PS : il ne me reste plus qu’à apprendre à concevoir des objets 3D, je suis donc preneur de conseils/sites pour m’aider…
Salut, j’espère que l’impression 3D va te passionner !
Pour la modélisation 3D je te recommande de jeter un coup d’œil à Fusion360 , un super outil. Si tu préfères une alternative libre, openscad est ce qui se fait de mieux en libre et gratuit 😉
Bonne journée.
Si tu veux faire du dessin industriel, des pièces techniques : Fusion360 ou openscad
Si tu veux faire du dessin artistique : Blender est ce qu’il te faut
Merci pour la réponse 🙂
En fait je voulais commencer par réaliser des embouts de lames de volets roulants (facturés 36cts pièce hors frais de port sur les sites) et je pensais réaliser facilement ce type de pièce moi-même…et bien c’est beaucoup plus difficile que je ne le pensais…
(celles-là : https://www.servistores.com/html/produits/accessoire-volet-roulant-Deprat-DD037.html)
Du coup je vais persévérer avec un de ces 2 logiciels pour voir si j’y parviens 😉
Effectivement c’est un sacré projet pour débuter, mais en persévérant vous ferez très vite des miracles 🔥
Un très bonne article pour apprendre le TPU!
et le petit outil pour l’extrudeur c’est magique 😉
[bed:70°C / noz:228°C / speed:20mm/s ]
au plaisir de vous relire
Ravi que ça vous plaise !
Merci d’avoir partagé vos paramètres ☺️
Merci Joris !
J’ai une Ender 3 Pro avec le même extrudeur que tes photos, achetée en nov. 2021 chez LDLC (donc le type d’extrudeur apparemment ne change pas beaucoup avec les années).
Mêmes problèmes que toi sur la 1ere impression sans le bouzin pour régler la force du ressort de l’extrudeur. La rage.
J’ai trouvé ce forum et j’ai imprimé la pièce en M-ABS (attention pour une pièce solide mettre de l’épaisseur dans les paramètres sinon la vis sera creuse et ça cassera).
Tâche une fois la pièce pour l’extrudeur imprimée :
impression d’un bracelet de rechange pour bracelet connecté MiFit4.
Mes réglages avec TPU98A Neofil en faisant la moyenne des T° min et max de la notice du fil :
– T° du lit 77°.
– T° impression 237°.
– Vitesse 30mm/sec.
– débit 108%.
– épaisseur des parois 2 mm.
– remplissage 50% (mais comme ce bracelet est peu épais ça ne joue pas).
– Pièce de rajout extrudeur : réglage de la vis sur la graduation 4.
Résultat un peu moins beau qu’avec le M-ABS, quelques fils à couper avec des ciseaux très fins mais au final très satisfaisant. Peut être améliorable avec autre réglage. J’essaierai avec une vitesse plus lente (25mm/sec).
salut je viens de me lancer dans le TPU en piquant quelques réglages ici et là parmi les réponses et les températures bobine
donc je suis sur une Ender 3
TPU BASF ultrtafuse 64D
premier essais
remplissage 30%
qualité 0,25
buse 235°
bed 60°
vitesse a 25mm/s
rétraction désactivée
refroidissement 50%
le résultat n est pas 100% optimal quelque stringing bien gros et les parois qui se décrochent
j ai refais d autres réglages j attends le résultat
merci pour les infos
Hello ! Merci d’avoir partagé tes paramètres, ça fait plaisir !
Niveau adhésion, j’étais passé à la laque quelques mois après la rédaction de cet article, et je ne m’en suis jamais séparé.
À vrai dire, combiné avec une vitre texturée, j’avais même plutôt du mal à décrocher mes prints.